[VIP第1年] 指数:3
[VIP第1年] 指数:3
)等人利用天然磁铁矿,发明了双促进熔铁氨合成催化剂,利用原料气循环使用的流程,实现了合成氨的大规模工业生产。在此后的半个多世纪,多相催化工业技术经历了40年代末至50年代初的石油炼制技术的大发展(如催化裂化、加氢裂解、催化重整和异构化等);70年代至80年代,是石油化工的大发展阶段(如新型择形ZSM-5分子筛催化剂用于异构化,乌鲁木齐催化燃烧配件、歧化和芳烃烷基化过程等);特别是进入90年代以后,出现了环境催化技术的大发展,例如催化消除氮氧化物(NOx)、硫氧化物(SOx)、可挥发性有机组分(VOCs)的催化氧化。汽油车排气催化净化性能的提高和柴油车排气及黑烟微粒的催化消除,氯氟烃类(CFCs)的催化分解和催化合成代用品,CO2的催化合成利用、催化传感器、燃料电池以及臭氧在低层大气中的催化消除等。因而,我们可以看到,催化技术在解决当前国际上普遍关心的地球环境问题将发挥着重要的作用,乌鲁木齐催化燃烧配件,并且催化研究也将从**初的“以获取有用物质为目的的石油化工催化”的时期,乌鲁木齐催化燃烧配件,而逐渐地转向了“以消除有害物质为目的的新的能源环保催化”时期。[2]催化燃烧技术催化燃烧实质及催化剂要求编辑催化燃烧技术催化燃烧的实质及其优势催化燃烧是典型的气—固相催化反应。乌市co催化燃烧配件。乌鲁木齐催化燃烧配件
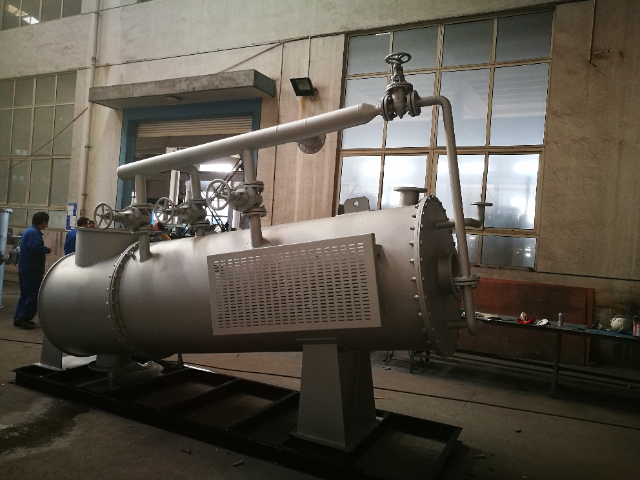
VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气氧化分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。RTO主体结构由燃烧室、蓄热室和切换阀等组成。根据客户实际需求,选择不同的热能回收方式和切换阀方式。有机废气经过蓄热室时被加热到760℃以上,使废气中的VOCs在氧化室内氧化分解成CO3和H2O。氧化产生的高温气流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。陶瓷蓄热体应分成两个(或两个)以上的区或室。每个蓄热室依次经历蓄热一放热-清扫等程序,周而复始,连续工作。蓄热室“放热”后应立即引入已处理合格的洁净排气的一部分对该蓄热室进行清扫(以保证VOCs去除率在95%以上),只有待清扫完成后才能进入“蓄热”程序,否则残留的VOCs随烟气排放到烟囱从而降低处理效率。工业有机废气焚烧炉(RTO)性能特点:●去除效率高,一般二室RTO去除率>95%,三室RTO去除率>99%;●蓄热效率>95%;●使用寿命高,自动化程度高,维修保养方便;●处理性能好,适用不同组分不同浓度的有机废气。适用行业1、油漆、涂装、印染行业。阿克苏rco催化燃烧塔城rco催化燃烧配件 。
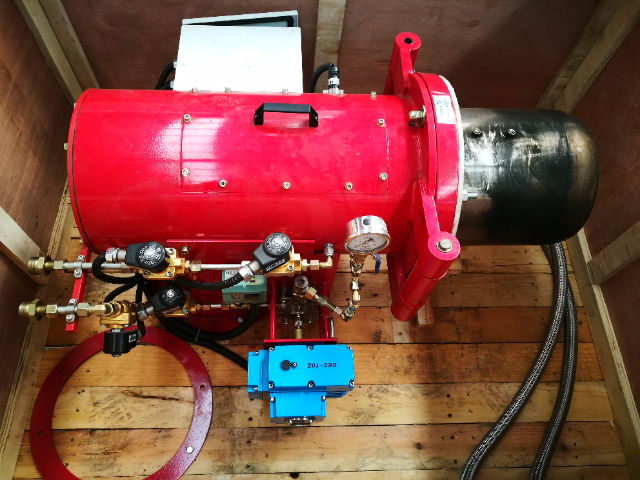
PLc开始计时,若在一定时间内,降低到设定值,PLc放弃计时,继续变频调速运行;若在一定时间内温度仍高于设定,PLc将继续调节,直至达到设定值。由PLc经PID运算后控制变频器的频率输出;如温度不够,则频率上升,延时保持一定时间。反之亦然。3.燃烧停止状态燃烧器的停止是在接受到文本显示器发来的停止命令,首先将主燃气阀关断,然后,系统进行后吹扫,进行驱散残余燃气,并对燃烧盘进行强制风冷降温。经过一段时间之后,关闭风机,变频器停止工作,完成燃烧器停机过程。催化燃烧装置分解氧化装置编辑催化燃烧装置原理说明将有机废气直接引入催化燃烧装置。在开始阶段需通过电加热器将其温度升高至反应需要的温度,废气在催化催化剂作用发生氧化放热反应生成无害的H2O和CO2,分解后释放出的热量通过热交换器加热进入催化床的有机废气,当有机废气的浓度达到一定的浓度时。放热和热交换所需要热量达到平衡,无需电加热,通过自身平衡处理掉高浓度有机废气。上述过程可通过PLC系统控制柜全自动操作[5]。催化分解法已成为净化高浓度有机废气的有效手段,特别适宜治理喷涂、油墨印刷等在烘干过程中排出的高浓度有机废气。因烘干废气温度和有机物浓度都较高。
**初是从发现铂对甲烷燃烧的催化作用而开始的。催化燃烧对于改善燃烧过程,降低反应温度,促进完全燃烧,***有毒有害物质的形成等方面有着极为重要的作用,并已***地应用在了工业生产与日常生活的诸多方面。[2]催化燃烧技术催化燃烧技术的产生及发展概况编辑我国古代以发酵的方法酿酒和制醋,成为人类利用生物催化剂或催化剂的开始。直到18世纪,才出现了有关非生物催化的应用与研究。1740年,英国医生Ward,J.用硫磺和硝石(硝酸钾)一起燃烧制硫酸;1746年,Roebuck,J.用铅室代替玻璃容器,对Ward的方法进行了改进,这是工业上采用CO催化剂的开始;1806年,法国的Clement,N.和Des-ormes,,SO2转化成SO3的机理;1816年,英国***化学家Davy,H.发现铂能促进甲烷和醇蒸汽在空气中的氧化。1836年,贝采尼乌斯()***提出了“催化”和“催化剂”的概念,于是人们对催化现象的观察和系统研究也于19世纪开始了。1895年奥斯特瓦尔德()从理论上推断出了“在可逆反应中,催化剂*能加速化学反应,而不能改变化学平衡”而获得了1909年度的诺贝尔化学奖。20世纪初,催化合成氨技术的工业化,使催化原理的研究出现了一个高峰,也可以说是催化化学中的里程碑。1913年哈伯。塔城废气催化燃烧配件 。
催化燃烧
-催化燃烧设备 活性炭吸附/脱附一体化装置 产品介绍:催化燃烧就是可燃物在催化剂的作用下,在一定的温度条件下进行的燃烧反应。可燃物在催化剂作用下燃烧。与直接燃烧相比,催化燃烧温度较低,燃烧比较完全RCO—催化燃烧 活性炭吸附脱附工艺流程 蓄热式催化氧化是在催化氧化的基础上,结合蓄热式燃烧的有点而研发的,适用于三苯、酮、酯、醛、酚等各种工业排放的有机废气和异味恶臭气体。其原理是通过催化氧化的方法将污染物彻底氧化为CO2和H2O,同时利用蓄热材料反复回用反应产生的热量,达到减少运行费用的目的。蓄热式催化氧化主要结构由燃烧室、陶瓷填料床、催化剂和切换阀等组成 乌市vocs催化燃烧配件。乌鲁木齐催化燃烧配件
克拉玛依co催化燃烧厂家。乌鲁木齐催化燃烧配件
技术上的可靠程度是影响环保技术产业化的关键,几年来国内所生产的数起环保技术合同纠纷大都源于技术问题。许多环保企业由一项技术起家,生产型企业拥有的技术无比成熟,这是环保企业发展壮大的基本条件。初步统计表明,国内平均每天诞生2.3项环保新技术,一年就是800项。一是创新能力不强。以生产型企业为主体的环保技术创新体系不完善,产学研结合不够紧密,技术开发不足。一些重点技术尚未完全掌握,部分关键设备仍需要进口,一些已能自主生产的节能环保设备性能和效率有待提高。随着社会经济的发展,人们的生活水平不断提高,人们对环保也有了更高的要求。布袋除尘器,脱硫脱硝设备,催化燃烧设备,光氧催化行业目前正处于战略性新兴产业地位,是我国重点发展的对象之一,我国对布袋除尘器,脱硫脱硝设备,催化燃烧设备,光氧催化的重视程度也越来越高。中国正面临着经济结构转型期,环保产业的发展对结构的调整具有重大的意义,布袋除尘器,脱硫脱硝设备,催化燃烧设备,光氧催化产业的发展是符合经济的发展需求的目前经有了一个初步的规划,产业技术规模正在不断扩大。乌鲁木齐催化燃烧配件
新疆天鑫京润环保科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在新疆维吾尔自治区等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**新疆天鑫京润环保科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
文章来源地址: http://huanbao.m.chanpin818.com/jnsber/qtjnsblc/deta_15253424.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。